|
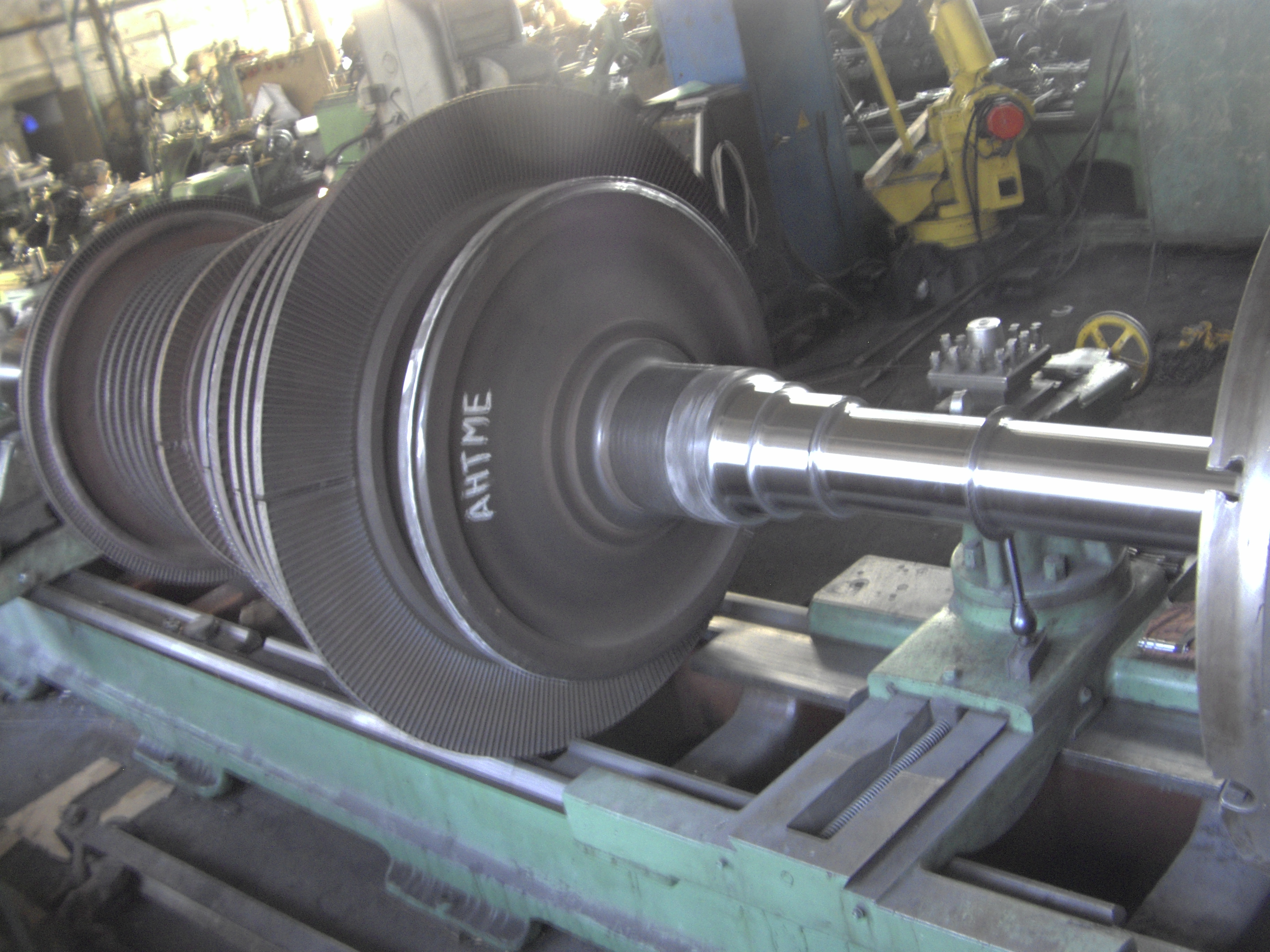
Cổ trục lắp vòng bi thường rất đa dạng về chủng loại vật liệu, kích thước, giá trị. Tuy nhiên loại nào thì cũng sẽ đến lúc gặp phải một số lỗi như: mòn quá nhiều, xước bề mặt do tháo lắp, ăn mòn do hóa chất, nhiệt… Nếu thay mới thì rất lãng phí, vấn đề đặt ra là phải có giải pháp để phục hồi nó.
Phục hồi trục nói chung và phục hồi cổ trục lắp vòng bi nói riêng thường sử dụng giải pháp đắp lên nó một lớp vật liệu rồi gia công lại để đảm bảo kích thước. Tuy nhiên, chọn giải pháp đắp nào luôn là một vấn đề không hề đơn giản. Nó phải đảm bảo các yêu cầu tối thiểu sau: Vật liệu đắp phải phù hợp với vật liệu nền, không được gây biến dạng do nhiệt, không được để lại ứng suất dư, phải đảm bảo yếu tố gia công tinh.
Dựa trên những tiêu chí trên công ty chúng tôi thường chọn 2 giải pháp chính đó là:
1. Phun phủ hồ quang dây đôi (sử dụng khi độ cứng bề mặt sau phun yêu cầu < 50HRC)
- Công nghệ phun được chuyển giao lại từ hãng TAFA (Mỹ)
- Thiết bị phun nhập khẩu từ hãng Tafa (Mỹ)
- Vật liệu đắp: Dây hợp kim đặc chủng, tùy thuộc vào vật liệu của trục sẽ có dạng hợp kim tương ứng (nhập khẩu từ Mỹ).
- Quá trình phun luôn đảm bảo nhiệt độ nhỏ hơn 100 độ C.
- Sau khi phun chi tiết sẽ được gia công bằng mài tự động.
- Độ xốp sau khi hoàn thiện nhỏ hơn 6%.
- Độ bóng đạt được trên cấp 8 (độ nhám Ra < 0.6)
- Không hề tồn tại ứng suất dư

.jpg)
.jpg)
.jpg)
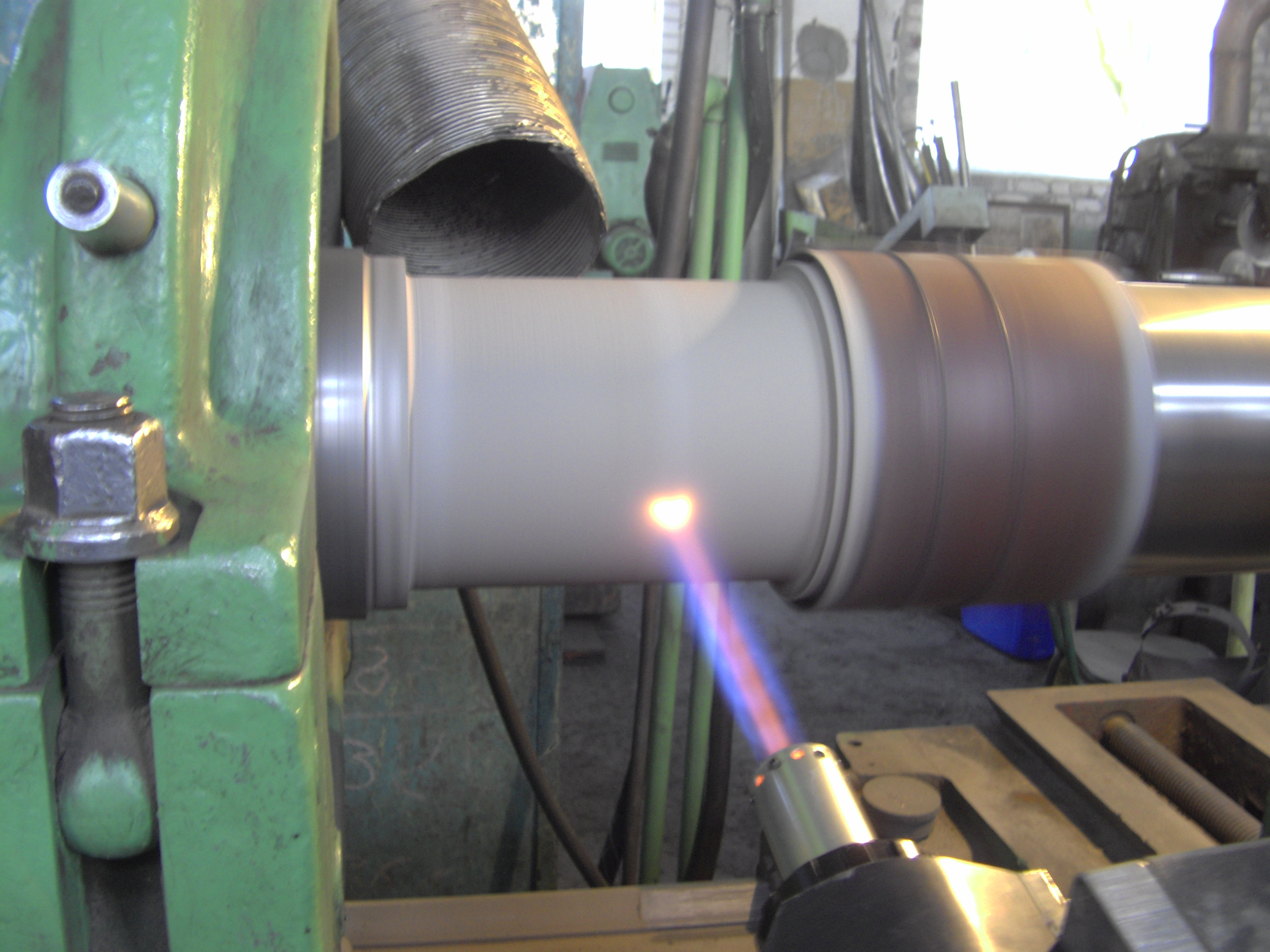
2. Phun phủ bằng công nghệ HVOF (sử dụng khi độ cứng bề mặt sau phun yêu cầu > 50HRC)
- Công nghệ phun được chuyển giao từ Castolin (Mỹ)
- Thiết bị phun nhập khẩu từ Castolin (Mỹ)
- Vật liệu phun: có thể là hỗn hợp hợp kim hoặc các bít (các bít Crom, titan, tantan, ..) tùy theo yêu cầu.
- Quá trình phun luôn đảm bảo nhiệt độ nhỏ hơn 100 độ C
- Quá trình phun được tự động hóa hoàn toàn bằng robot.
- Sau khi phun chi tiết sẽ được gia công bằng phương pháp mài kim cương tự động.
- Độ xốp sau khi hoàn thiện nhỏ hơn 1%.
- Độ bóng đạt được trên cấp 12 (độ nhám Ra < 0.04)
- Không hề tồn tại ứng suất dư



|

